

Opinion: Andy Holland, Technical & Marketing Manager, Rapierstar.
There are few phrases heard more often on fabrication floors and job sites than: “These screws are rubbish.”
Heads snap. Threads strip. Self-drillers skate endlessly on steel reinforcement before burning out. Instinctively, the fastener takes the blame.
After many years working at the sharp end of fenestration systems, I’ve come to a clear, and sometimes uncomfortable, conclusion:
Most so-called screw failures in PVCu windows and doors are not product failures. They result from how screws are selected, installed, and driven in a PVCu-steel system that is often poorly understood.
Now, let me make one thing very clear… this isn’t about criticising installers or fabricators. Instead, it's about acknowledging that fastening is governed by physics, not hope, and that misunderstanding those fundamentals actually costs the industry time, money, and reputation. With this in mind, let's move on to examine common industry misconceptions, highlight some surprising truths about how screws are designed to work and explore how the full value of purpose-engineered fasteners can be realised.
Self-drilling Screws Don’t Work in PVCu – They Work in Steel
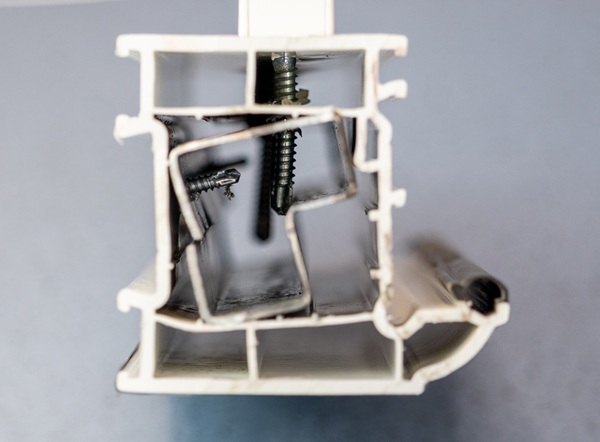
Picture Shows: Section view of reinforced profile with miss-aligned retaining and handle attachment screws. © 2026 A Holland.
One of the most persistent misconceptions in fenestration is that fixings “go into PVCu”. They don’t. At least, not in any meaningful structural sense.
The load‑bearing performance of a window or door fixing comes from engagement with the internal steel reinforcement. PVCu simply acts as the medium through which the screw passes. If a screw fails to drill, tap, and clamp properly into steel, no amount of bite in plastic will save it.
This distinction matters because it reframes the problem. Instead of asking, when a screw spins, strips, or snaps, “Is the screw good enough?” we should ask, “Did we allow it to do the job it was designed to do?”
Self‑drilling screws are engineered components with defined operating parameters. Their performance depends on a balance of four things:
- Inline force
- Rotational speed
- Torque control
- Total material thickness
If any one of these is out of alignment, failure becomes more likely. Sometimes, it is even inevitable. Recognising this, it's important to consider how day-to-day practices on the shop floor impact these variables.
Yet in practice, we often treat fastening as a single action. Pull the trigger and hope for the best.
Force Beats Effort Every Time
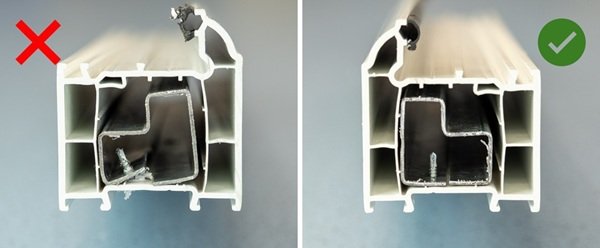
Picture Shows: A comparison showing excessive force and resulting damage to the profile and reinforcement (left) and a correctly driven and supporting reinforcement screw with no deformation (right). © 2026 A Holland.
Drilling thin steel reinforcement doesn’t require aggression; it requires controlled axial pressure. If you’re regularly assembling windows, do you pay close attention to the amount of force you are using with the screw gun? Did you know that around 90 newtons (20 lbf) of inline force is typically enough for consistent drilling – if it is applied in line with the screw.
“In line” is the key factor here. In real‑world fenestration assembly, inserting the screw in line is easier said than done. Awkward access, poor alignment, overhead fixing, or reaching inside profiled frames all reduce effective force. Operators feel like they’re pushing harder, but the screw feels less.
The result? The drill point overheats and work-hardens the steel. It fails without ever penetrating. From the outside, that looks like a “bad screw.” From a technical standpoint, it’s predictable.
Speed Is Not Productivity
Another habitual mistake that’s easy to overlook is excessive RPM. High speed feels efficient, but steel doesn’t reward impatience.

Picture Shows: Detail of damaged self-drilling screw tip showing metal deformation and melting due to high speed and high force driving into 2mm steel. © 2026 A Holland.
Self‑drilling screws cut; they don’t melt. Too much speed generates heat faster than the material can be removed. The cutting edges lose hardness, the drill point fails, and penetration stops.
In high‑volume fabrication environments, especially, controlled speed delivers better outcomes than aggressive driving – more consistency, longer tool life, and fewer unexplained failures.
Overall Thickness Is the Blind Spot
If I had to nominate one root cause behind inconsistent fastening, it would be a misunderstanding of what we call “drilling capacity”.
Capacity is not about steel alone. It is about the full stack:
- PVCu wall thickness
- Steel reinforcement
- Hardware layers, brackets, or packers
Once the drill flutes are buried in the material, cutting stops. Friction and heat take over, and failure follows quickly. Using a screw size that is technically “close enough” might work nine times out of ten, but, in my experience, window and door manufacturers will usually only remember the tenth because that’s what causes them a problem.
Impact Drivers: Popular, Powerful, and Problematic
Impact drivers are everywhere, and I understand why. They’re compact, powerful, and familiar. But popularity doesn’t equal suitability. Some manufacturers market them as universally fit for any fastening, often giving little guidance on their limitations.
In reinforcement fixing, impact drivers and high torque drivers introduce shock loading and torque spikes. Thin steel and small-diameter screws were never designed to tolerate this. Drill points fracture. Threads strip instantly. Heads fail just as the operator thinks the job is done.
For controlled, repeatable outcomes, clutched drill/drivers and screw guns remain the professional choice, even if they’re less fashionable.
Consistency Beats Heroics
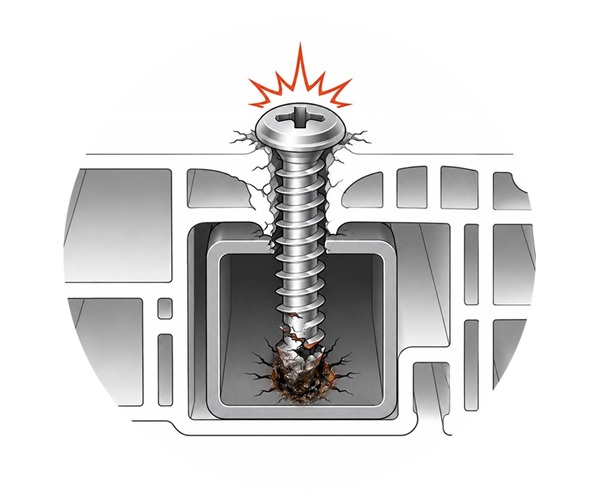
Picture Shows: An illustration showing what happens to screws when excessive speed and torque are applied in reinforced PVCu window manufacturing.
Fenestration doesn’t benefit from individual brilliance; it benefits from repeatability. As boring as this may sound, maintaining a steady level of consistency really pays dividends in window and door assembly and installation! Standardised screw selection, defined speed and torque settings, correct tool choice, and basic technique discipline deliver vastly better outcomes than endlessly changing fasteners in search of a magic solution.
And when applications sit close to capacity limits? Pilot holes aren’t a failure. They’re a practical engineering decision.
A Better Conversation for the Industry
Blaming screws is easy. Understanding systems and the contribution the screw makes within them is much harder, but once you do, you will find it far more productive.
To get fewer callbacks and warranty discussions, as well as achieve more predictable performance, stop asking, “What screw should I use?” Instead, ask, “How am I installing it? Into what? With which controls?”
Self‑drilling screws, used correctly, are remarkably effective – they are one of the unsung heroes of efficient fenestration manufacturing. So when they fail, they are usually telling us something, not about their quality, but about our process.
And that’s a conversation worth having.
This email address is being protected from spambots. You need JavaScript enabled to view it. Technical & Marketing Manager at Rapierstar Tweet to @andyhol1


